
五轴五联动数控机床系列描述
五轴五联动尊龙人生就要博旧版-凯时尊龙官网app-sd320ylw-hsk40e
技术规格书
深圳市精雕数控设备有限公司
地址:深圳市光明区公明街道办西田社区第三工业区29、30、31栋
电话:0755-29423909、0755-29588251
手机:13924586646 周先生(微信同号)
抖音号:sdsk20211688
邮箱:
公司凯时尊龙官网app官网:尊龙人生就要博旧版-凯时尊龙官网app
尊龙人生就要博旧版-凯时尊龙官网app凯时尊龙官网app官网:
尊龙人生就要博旧版-凯时尊龙官网app网:
机床主要大件:床身、横梁、立柱等均为高强度铸铁和树脂砂工艺铸造,具有完善的热处理工艺过程来消除残余应力,并布置足够的加强筋板,通过有限元分析获得最佳结构,保证整机具有足够的强度、刚性和高稳定性。


(图片类似,以实物为准)
z轴伺服电机带有自动抱闸功能,在断电的情况下,能够自动抱闸将电机轴抱紧,使之不能转动,起到安全保护的作用。
1.4转台
机床采用高精密dd五轴数控转台,传动应用的是目前最精密的运动控制方式-弧面分度原理,反向无间隙、定位精度高,回转由伺服电机驱动,液压自动夹紧,运动准确可靠。加工范围广,c轴连续回转,从而实现高回转精度
2.系统操作手册
3.系统编程手册
4.液压站使用手册
5.合格证
6.装箱单
7.光盘(备份参数)
注:1-4项内容以电子版形式存于u盘,放置于附件箱中(客户特殊需要带);
5-6项内容以纸制版形式放置在附件箱中。
(2)请预先安装好三相380v,50hz电源并建议附稳压电源。
(3)设备到厂后会同我司代表开箱检验,如果发现损坏或减少,请立即通知我司。
(4)设备开箱验收后,请采购方先进行机械定位、地基孔灌水泥、水平粗调整等工作,后续安装精调,请采购方最少提前7天通知我公司派人前往。
(5)请采购方协助我公司安装调试人员安排住宿、膳食及交通等事项。
(6)请采购方指定机台的操作人员和维护人员,并指派专门人员协助我公司进行机床的安装调试。
(7)机械验收完成后,采购方需即时在机床验收报告上签字,一式两份,双方各保管一份
(1)在安装验收工作之前,由采购方按安装调试事项做好安调准备工作。
(2)外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
(3)性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
(4)机械精度验收:依照我公司提供随机出厂精度检验记录表为验收之依据。
3、尊龙人生就要博旧版的售后服务及承诺
附件一 选择配置
技术规格书
深圳市精雕数控设备有限公司
地址:深圳市光明区公明街道办西田社区第三工业区29、30、31栋
电话:0755-29423909、0755-29588251
手机:13924586646 周先生(微信同号)
抖音号:sdsk20211688
邮箱:
公司凯时尊龙官网app官网:尊龙人生就要博旧版-凯时尊龙官网app
尊龙人生就要博旧版-凯时尊龙官网app凯时尊龙官网app官网:
尊龙人生就要博旧版-凯时尊龙官网app网:
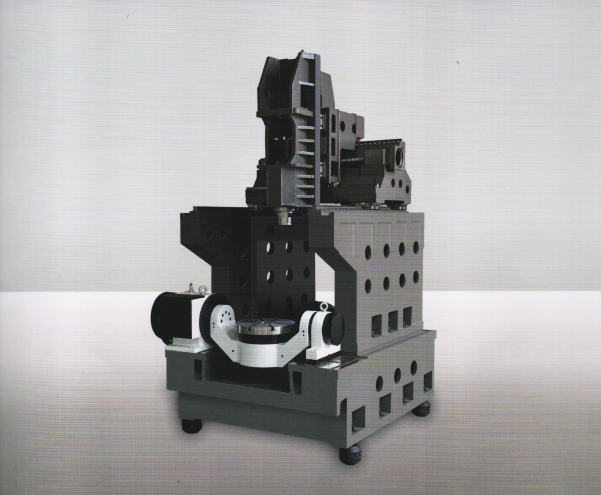
1.机床结构特点
本机床基本结构为单摆臂结构工作台固定在床身上,滑板、横梁、主轴箱移动实现x、y、z三个坐标轴进给。整机采用龙门动横梁式结构,具有良好的刚性,受力均匀、热平衡性好、精度稳定。机床主要大件:床身、横梁、立柱等均为高强度铸铁和树脂砂工艺铸造,具有完善的热处理工艺过程来消除残余应力,并布置足够的加强筋板,通过有限元分析获得最佳结构,保证整机具有足够的强度、刚性和高稳定性。
(图片类似,以实物为准)
1.1拖动
x、y、z轴导轨采用滚动直线导轨,动静摩擦力小,灵敏度高,高速振动小,低速无爬行,定位精度高,伺服驱动性能优,提高机床的精度和精度稳定性。
x、y、z轴伺服电机经膜片联轴节与高精度滚珠丝杠直联,减少中间环节,实现无间隙传动,进给灵活、定位准确,传动精度高。z轴伺服电机带有自动抱闸功能,在断电的情况下,能够自动抱闸将电机轴抱紧,使之不能转动,起到安全保护的作用。
1.2主轴组
主轴采用大扭矩hsk电主轴,电主轴为内装式主轴,内置三相交流同步感应电机,由变频器进行无级变速控制,最大转速30000rpm,回转精度高、刚性好,热伸长1丝以内,可保证主轴加工精度。1.3刀库
采用伞式伺服刀库,刀装置安装在床身上,换刀时刀盘由伺服电机驱动及定位,主轴到达换刀位置后,由伺服装置完成还刀和送刀,换刀过程快速准确。1.4转台
机床采用高精密dd五轴数控转台,传动应用的是目前最精密的运动控制方式-弧面分度原理,反向无间隙、定位精度高,回转由伺服电机驱动,液压自动夹紧,运动准确可靠。加工范围广,c轴连续回转,从而实现高回转精度
1.5气动系统
气动三联件能够过滤气源中的杂质和水分,防止不纯净的气体对机床部件损伤和腐蚀。电磁阀组通过plc程序控制,保证主轴松夹刀、主轴中心吹气等动作能够快速准确的完成。
1.6机床防护
机床采用符合安全标准的防护间,既防止冷却液飞溅、又保证操作安全、外观宜人。机床各导轨均有防护罩,防止切屑、冷却液进入机床内部、使导轨和滚珠丝杠免受磨损和腐蚀。1.7润滑系统
导轨、滚珠丝杠副均采用中央集中自动稀油润滑,各个节点配有定量式分油器,定时定量向各润滑部位注油,保证各滑动面均匀润滑,有效的减少了摩擦阻力,提高了运动精度,保证了滚珠丝杠副和导轨的使用寿命。1.8.机床工作条件
机床应适合在下述规定的实际环境和运行条件中使用:- 电源:380v±10% 50hz±1%三相交流电,超出此范围用户需自行购买稳压电源。
- 环境空气温度:5℃~40℃范围内;且24h平均温度应不超过35℃。
- 相对湿度:40~75%。
- 空气中粉尘浓度不得大于10mg/m3,不得含酸、盐和腐蚀气体。
- 气源压力:0.5-0.7mpa
- 气源流量:350l/min
- 机床安装要远离振源、热源。机床安装所在厂房内的动力要在0.5g以下(g为重力加速度)。
2.机床主要技术参数
| 项目 | 名称 | 单位 | ||
| 工作台 | 工作台尺寸 | 320 | mm | |
| 工作台摆动角度(a轴) | ±120 | ° | ||
| 工作台转动角度(c轴) | 360 | ° | ||
| 工作台摆动速度(a轴) | 100(最高200) | rpm | ||
| 工作台转动速度(c轴) | 100(最高200) | rpm | ||
| 允许最大荷重 | 60 | kg | ||
| 加工范围 | 滑鞍最大行程 -x轴 | 400 | mm | |
| 横梁最大行程-y轴 | 500 | mm | ||
| 主轴最大行程 -z轴 | 400 | mm | ||
| 主轴端面至工作台面距离 | 最大 | 520 | mm | |
| 最小 | 120 | mm | ||
| 主 轴 | 锥孔 | hsk-e40 |
||
| 转数范围 | 0~12000 |
r/min | ||
| 额定输出扭矩 | 9.5 | n.m | ||
| 主轴电机功率 | 8.5 | kw | ||
| 进 给 | 快速移动 | x轴 | 15 | m/min |
| y轴 | 15 | |||
| z轴 | 15 | |||
| 三轴拖动电机功率(x/y/z) | 1.8/1.8/2.9 | kw | ||
| 进给速度(x/y/z) | 10 | m/min | ||
| 刀库 | 锥柄形式 |
e40 |
||
| 选刀方式 | 双向就近选刀 |
|||
| 刀库容量 | 20 |
把 | ||
| 最大刀具长度 | 100 | mm | ||
| 最大刀具重量 | 3 | kg | ||
| 最大刀盘 直径 |
满刀 | φ50 | mm | |
| 相邻空刀 | φ65 | mm | ||
| 换刀时间t-t | 2 | s | ||
| 定位精度 | x/y/z轴 | 0.005 | mm | |
| a轴 | ±5 | 秒 | ||
| c轴 | ±5 | 秒 | ||
| 重复定位精度 | x/y/z轴 | 0.003 | mm | |
| a轴 | 4 | 秒 | ||
| c轴 | 4 | 秒 | ||
| 机床重量 | 4500 | kg | ||
| 电气总容量 | 26 | kva | ||
| 机床轮廓尺寸 | 1750×2330×2350 | mm | ||
3.标准配备
| 1 | 莱纳克系统(或者华中数控) | 11 | 中央集中自动进给润滑系统 |
| 2 | 五轴dd摇篮转台 | 12 | 主轴锥孔:hsk-e40 |
| 3 | 电主轴30000rpm | 13 | 链式排屑 |
| 4 | 上银滚珠丝杆 | 14 | 水箱式蓄屑 |
| 5 | 力士乐直线导轨 | 15 | 内外全防护 |
| 6 | 三轴安川伺服驱动 | 16 | 电气柜空调 |
| 7 | 20把伞式刀库 | 17 | 五轴水冷却 |
| 8 | 地基垫铁及调整螺栓 | 18 | led照明工作灯 |
| 9 | 对刀仪 | 20 | |
| 10 | 21 |
4.标准附件
| 序号 | 附件名称 | 数量 |
| 1 | 机床垫铁 | 4个 |
| 2 | 调整螺栓 | 4个 |
| 3 | 六角厚螺母 | 4个 |
| 4 | 气枪 | 1个 |
| 5 | 电气柜钥匙 | 1个 |
5.随机技术资料
1.维修及维护手册2.系统操作手册
3.系统编程手册
4.液压站使用手册
5.合格证
6.装箱单
7.光盘(备份参数)
注:1-4项内容以电子版形式存于u盘,放置于附件箱中(客户特殊需要带);
5-6项内容以纸制版形式放置在附件箱中。
6.安装、调试、验收及培训、尊龙人生就要博旧版的售后服务
- 安装、调试
(2)请预先安装好三相380v,50hz电源并建议附稳压电源。
(3)设备到厂后会同我司代表开箱检验,如果发现损坏或减少,请立即通知我司。
(4)设备开箱验收后,请采购方先进行机械定位、地基孔灌水泥、水平粗调整等工作,后续安装精调,请采购方最少提前7天通知我公司派人前往。
(5)请采购方协助我公司安装调试人员安排住宿、膳食及交通等事项。
(6)请采购方指定机台的操作人员和维护人员,并指派专门人员协助我公司进行机床的安装调试。
(7)机械验收完成后,采购方需即时在机床验收报告上签字,一式两份,双方各保管一份
- 验收
| 标准名称 | 标准号 |
| 机床几何精度验收标准 | |
| 机床定位精度和重复定位精度验收标准 |
(1)在安装验收工作之前,由采购方按安装调试事项做好安调准备工作。
(2)外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
(3)性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
(4)机械精度验收:依照我公司提供随机出厂精度检验记录表为验收之依据。
- 培训
| 序号 | 项目 | 培训内容 |
| 1 | 操作 |
|
| 2 | 编程 |
|
| 3 | 保养 |
|
- 机床最终验收合格之日起,乙方对产品实行三包服务,质保期为12个月,在质保期内对产品实行免费维修。
- 保修在保修期内,经查证若为用户原因:装卸运输过程、存放时间过长造成机械外观或内部损坏;操作使用不当、自行拆卸改装所造成之人为损坏,不在以上免费保修之内,用户必须支付所有维修、整修费用。
- 机床出现故障,得到用户信息后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的,在24小时内答复,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
- 超过保修期后,我公司继续为用户提供维修服务,并依据我公司收费标准收取零件成本及服务费用。
- 验收合格后,采购方未依据合同履约,销售方有权停止尊龙人生就要博旧版的售后服务。
- 采购方未付清全款以前,本机台所有权归卖方所有。
附件一 选择配置
| 选择配置 | |
| 1 | 气动门 |
| 2 | 数控系统(新代、西门子、海德汉) |
| 3 | x/y/z三轴光栅尺 |
| 4 | |


